-

南通汇锋齿条有限公司
主营:齿条,生产齿条,齿条厂家,齿轮齿条,导轨齿条,加工齿条,大齿 - 18962877561

南通汇锋齿条有限公司
主营:齿条,生产齿条,齿条厂家,齿轮齿条,导轨齿条,加工齿条,大齿 6
6

一种齿条的加工方法,针对高硬度、高精度齿条加工,包括对材料进行热处理、加工齿形和堆焊铜层,其特征在于:采用两次齿形热处理和两次线切割齿形,其中, 一次热处理以消除齿条材料的内应力,然后进行一次线切割齿形,齿形留有1~2mm余量; 二次热处理使齿形达到硬度要求,再对齿条的两端进行堆焊铜层,在车、磨外园后,进行二次线切割齿形,达到齿条与外园同轴。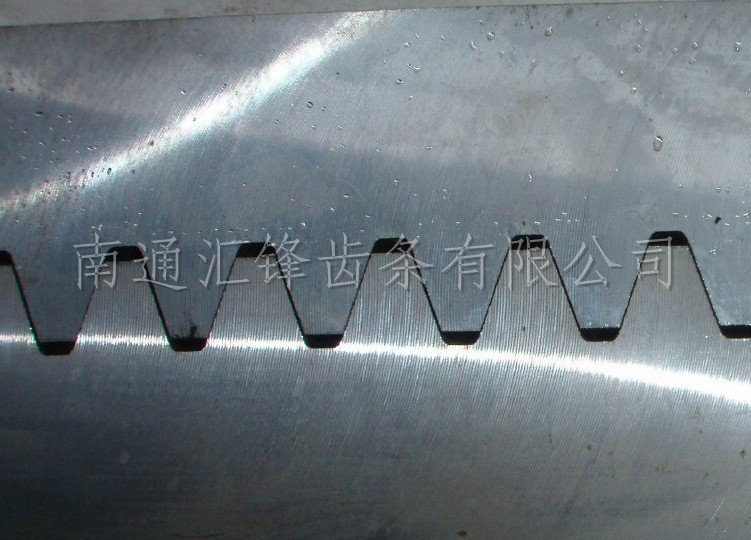
齿槽是齿轮的齿与齿间的凹陷部分。
齿轮上两相邻轮齿之间的空间称为齿槽或齿间。齿槽的大小以槽宽来表示,齿槽宽可分为端面槽宽和法向槽宽两种。
(1)端面齿槽宽 (槽宽)——在端平面 上,一个齿槽的两侧齿廓之间的分度圆弧长,以字母e表示。对任意圆周上的槽宽则以字母ei表示。
(2)法向齿槽宽(法向槽宽)——在斜齿轮的一个齿槽内,其两侧齿线的法向螺旋线 位于该齿槽内的弧长,称法向槽宽。
滚切斜齿轮时也必须有这三个基本运 动,但是由于斜齿轮牙齿沿齿宽上是螺旋 线,所以它要求滚刀在轴向走刀S轴的同时, 工件还要附加转动。即既要求工件和滚刀严 格保持展成的运动关系,又要求滚刀轴向走 刀到工件的一个导程T时,工件具有多转或 少转一圈的附加运动。
滚齿是常用的切齿方法。它能加工直 线、斜齿和修正齿形的圆柱齿轮。滚齿精度 一般可以达到7~8级,精度达到4~5 级,甚至达到3级。由于滚齿的整个切削过程是连续的, 因此生产率较高。
插齿
用插齿刀按展成法或成形法加工内、外 齿轮或齿条等的齿面。
插齿和滚齿一样,也是利用展成法来加 工的。插齿刀就象是一个具有前、后角而形 成切削刃的齿轮,所以插齿刀加工齿轮原理 相当于一对两轴线平行的圆柱齿轮啮合的原 理。
插齿时插齿刀作上、下往复的切削运 动,切削速度以每分钟的双行程次数来表 示。
http://nthfct.b2b168.com
欢迎来到南通汇锋齿条有限公司网站, 具体地址是江苏省南通海门市三厂镇*东路367号(苏336线北侧),联系人是龚经理。
主要经营齿条,生产齿条,齿条厂家,齿轮齿条,导轨齿条,加工齿条,大齿条,大模数齿条,龙门齿条,小齿条,圆齿条,不锈钢齿条,斜齿条。
单位注册资金未知。
我公司在机械产品领域倾注了无限的热忱和激情,公司一直以客户为中心、以客户价值为目标的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!