-

南通汇锋齿条有限公司
主营:齿条,生产齿条,齿条厂家,齿轮齿条,导轨齿条,加工齿条,大齿 - 18962877561

南通汇锋齿条有限公司
主营:齿条,生产齿条,齿条厂家,齿轮齿条,导轨齿条,加工齿条,大齿 6
6
一种齿条的加工方法,针对高硬度、高精度齿条加工,包括对材料进行热处理、加工齿形和堆焊铜层,采用两次齿形热处理和两次线切割齿形,其中,一次热处理以消除齿条材料的内应力,然后进行一次线切割齿形,齿形留有1~2mm余量;二次热处理使齿形达到硬度要求,再对齿条的两端进行堆焊铜层,在车、磨外圆后,进行二次线切割齿形,达到齿条与外圆同轴。本发明通过两次热处理和两次线切割齿形的交替进行,使制得的齿条既克服40Cr热处理后材料淬透性的问题,达到硬度要求,又保证了齿形的精度;同时提高了齿形与外圆的同轴度。在保证齿形整体硬度要求的同时,使齿形精度符合设计要求,提高齿条的加工质量。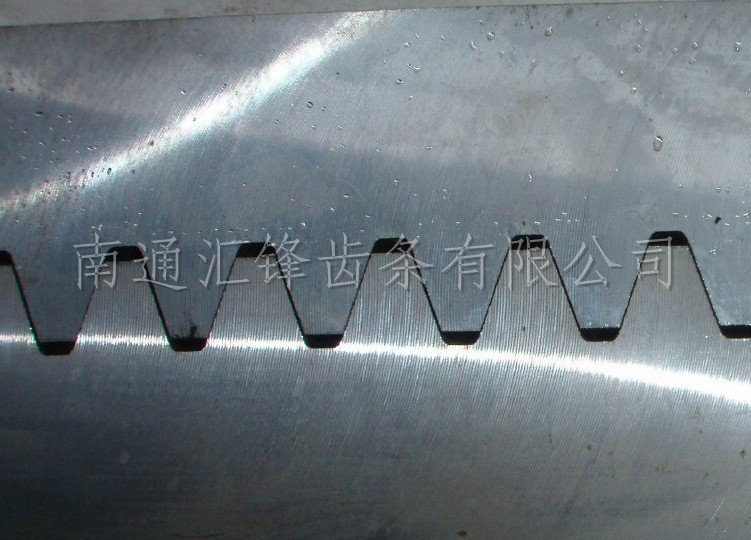
齿轮传动分类:
1、按轴线相互位置:平面齿轮传动和空间齿轮传动。平面齿轮传动:按轮齿方向:直齿轮传动,斜齿轮传动和人字齿轮传动;按啮合方式:外啮合、内啮合和齿轮齿条传动;空间齿轮传动:锥齿轮传动、交错轴斜齿轮传动和蜗杆蜗轮传动。
2、按齿轮是否封闭:开式和闭式齿轮传动。
参数选择:
(1)齿轮的跳动、全齿深、公法线、齿向是否合格一齿摆差、周节误差是否**差。
(2)齿轮、齿条安装后安装距是否合适。
(3)齿条、齿轮啮合间隙应是0.25*模数。
(4)齿条全齿深、跳动、公法线特别是齿向是否合格。
齿条也分直齿齿条和斜齿齿条,分别与直齿圆柱齿轮和斜齿圆柱齿轮配对使用;齿条的齿廓为直线而非渐开线(对齿面而言则为平面),相当于分度圆半径为无穷大圆柱齿轮。齿条的主要特点:由于齿条齿廓为直线,所以齿廓上各点具有相同的压力角,且等于齿廓的倾斜角,此角称为齿形角,标准值为20°。与齿**线平行的任一条直线上具有相同的齿距和模数。
滚切斜齿轮时也必须有这三个基本运 动,但是由于斜齿轮牙齿沿齿宽上是螺旋 线,所以它要求滚刀在轴向走刀S轴的同时, 工件还要附加转动。即既要求工件和滚刀严 格保持展成的运动关系,又要求滚刀轴向走 刀到工件的一个导程T时,工件具有多转或 少转一圈的附加运动。
滚齿是常用的切齿方法。它能加工直 线、斜齿和修正齿形的圆柱齿轮。滚齿精度 一般可以达到7~8级,精度达到4~5 级,甚至达到3级。由于滚齿的整个切削过程是连续的, 因此生产率较高。